
- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик



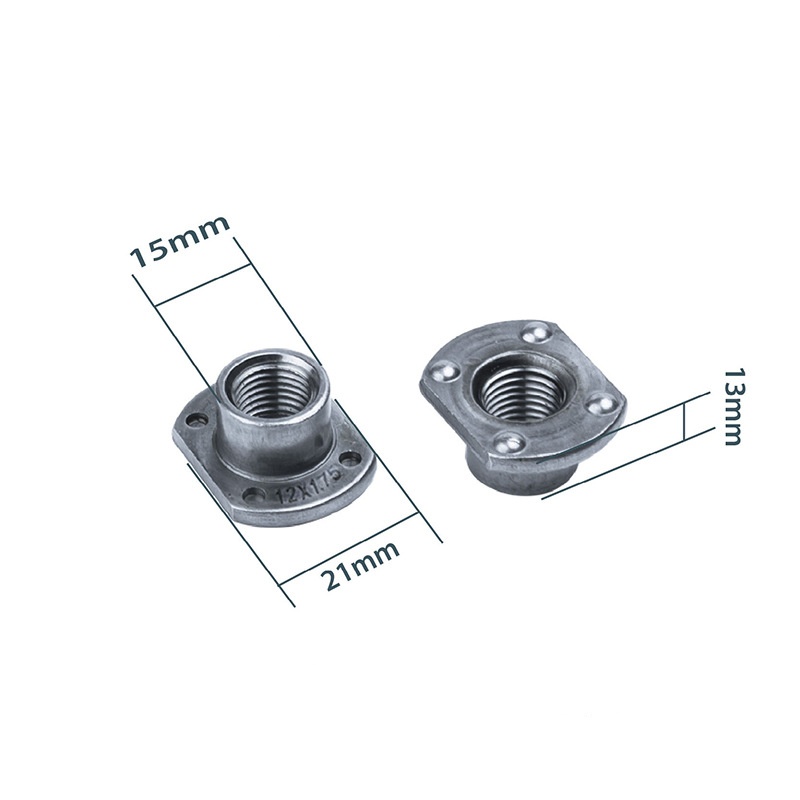

Stabilní přivařovací matice ve stylu T
Přivařovací matice ve stylu T se stabilním zatížením nabízejí vynikající odolnost vůči vibracím a uvolnění ve srovnání s mnoha jinými typy matic po svaření. Kvalitní výroba podporovaná důvěryhodnými výrobci je pro Xiaoguo® zásadní a zajišťuje, že produkty splňují mezinárodní standardy.
Modelka:JIS B1196-3.2-1994
Odeslat dotaz
Popis výrobku
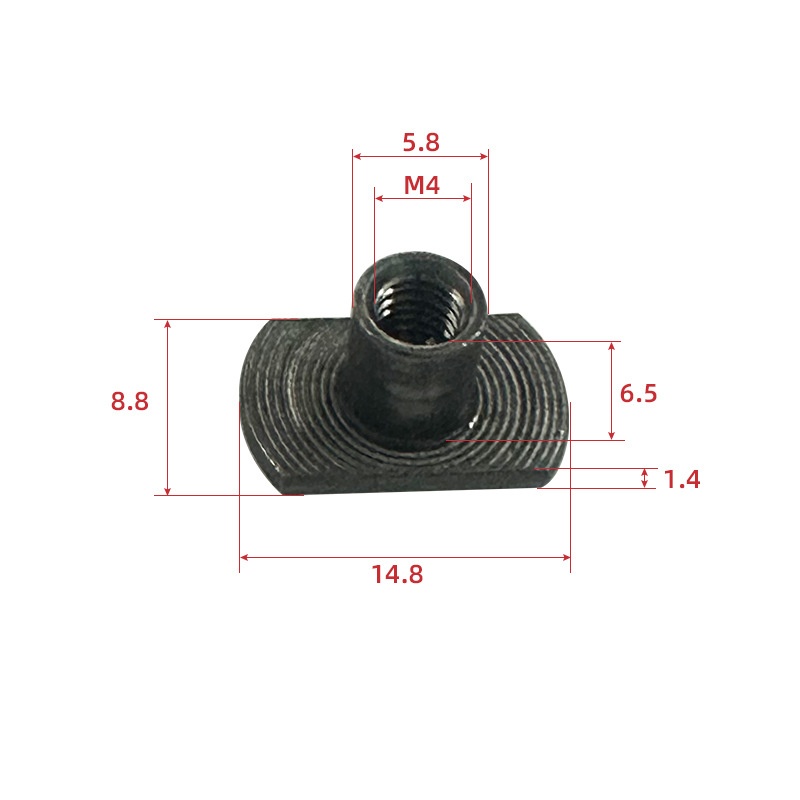
Na rozdíl od šroubů, které vyžadují, abyste se dostali na obě strany, potřebují přivařovací matice se stabilním zatížením ve stylu T přístup pouze z jedné strany – jak pro svařování, tak pro nasazení spojovacích prvků. To je velmi užitečné pro uzavřené díly nebo krabicové sekce.
Velká příruba také pomáhá utěsnit plech. Pokud před svařováním umístíte na povrch příruby těsnicí hmotu nebo těsnění, tyto matice pomohou vytvořit těsné lícující a nepropustné spojení.
| Po | M4 | M5 | M6 | M8 | M10 | M12 |
| P | 0.7 | 0.8 | 1 | 1︱1.25 | 1,25︱1,5 | 1,5︱1,75 |
| dk max | 20.5 | 20.5 | 23.7 | 23.7 | 31 | 33.2 |
| dk min | 19.5 | 19.5 | 22.3 | 22.3 | 29 | 30.8 |
| s max | 12.25 | 12.25 | 14.3 | 14.3 | 19.4 | 21.5 |
| s min | 11.75 | 11.75 | 13.7 | 13.7 | 18.6 | 20.5 |
| ds max | 5.9 | 6.7 | 8.3 | 10.2 | 13.2 | 15.2 |
| ds min | 5.4 | 6.2 | 7.8 | 9.5 | 12.5 | 14.5 |
| k max | 5.9 | 6.9 | 7.5 | 9 | 10.6 | 11.8 |
| k min | 5.1 | 6.1 | 6.5 | 8 | 9.4 | 10.2 |
| h max | 1.4 | 1.4 | 1.85 | 1.85 | 2.3 | 2.3 |
| h min | 1 | 1 | 1.35 | 1.35 | 1.7 | 1.7 |
| d0 max | 3.25 | 3.25 | 3.25 | 3.25 | 4.05 | 4.05 |
| d0 min | 2.75 | 2.75 | 2.75 | 2.75 | 3.55 | 3.55 |
| d1 max | 15.2 | 15.2 | 17.25 | 17.25 | 22.3 | 24.3 |
| d1 min | 14.8 | 14.8 | 16.75 | 16.75 | 21.7 | 23.7 |
Použitelné scénáře:
Nejběžnějším a nejlevnějším materiálem pro zátěžové stabilní svařovací matice ve stylu T je ocel s nízkým až středním obsahem uhlíku – jako AISI 1008, 1010, 1018. Tento druh oceli se dobře hodí pro svařování, má dobrou pevnost, snadno se tvaruje a nestojí mnoho.
Přivařovací matice ve stylu T se stabilním zatížením z uhlíkové oceli jsou vhodné pro většinu běžných průmyslových použití, ať už uvnitř nebo v místech s malou korozí – zvláště pokud mají ochranný povlak. Jejich pevnostní vlastnosti znamenají, že po navaření zvládnou smykové a tažné síly potřebné pro náročné upevňovací práce.

Pokyny k instalaci:
Chcete-li získat nejlepší pevnost při zatížení stabilních svařovacích matic ve stylu T, musíte ovládat nastavení svařování – proud, čas, tlak – přesně tak, jak je specifikováno pro materiál a tloušťku matice.
Je opravdu důležité připravit povrch správně: čistý, bez oleje na kovu. Samotný design pomáhá zaměřit svařovací proud skrz projekci, ale klíčové je správné nastavení stroje a zajištění toho, aby operátoři věděli, co dělají. Takto získáte konzistentní a pevné svary na každé matici ve stylu T.
Hot Tags: Stabilní přivařovací matice typu T, Čína, výrobce, dodavatel, továrna
Související kategorie
Šestihranná matice
Hranatá matice
Šestihranná přírubová matice
Pojistná matice
Krycí matice
Šestihranná drážkovaná matice
Ruční šroub matice
Kulatá matice
Náboje Matice
T-matice
Rákosový ořech
Ostatní ořechy
Odeslat dotaz
Neváhejte a napište svůj dotaz do formuláře níže. Odpovíme vám do 24 hodin.








