
- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик






Přesné svařovací kulaté matice
Kruhové matice Precision Engineered Weld, které se vyznačují svou kruhovou základnou, mají často výstupek nebo řadu vroubků pro soustředění tepla pro konzistentní svar. Tým společnosti Xiaoguo® se zavázal poskytovat výrobcům vynikající služby a zajistit včasné dodání.
Modelka:QC/T 867-2011
Odeslat dotaz
Popis výrobku
Uhlíková ocel je nejběžnějším materiálem pro kulaté matice Precision Engineered Weld a je také docela levná. Je dostatečně pevný, dobře se svařuje a nestojí mnoho – takže funguje pro většinu běžných průmyslových a stavebních zakázek.
Kruhové matice Precision Engineered Weld z uhlíkové oceli se obvykle dodávají buď hladké (bez pokovování), protože jsou určeny ke svaření, nebo s tenkým povlakem, aby nezrezivěly při skladování nebo manipulaci, než jsou svařeny do konečného produktu.
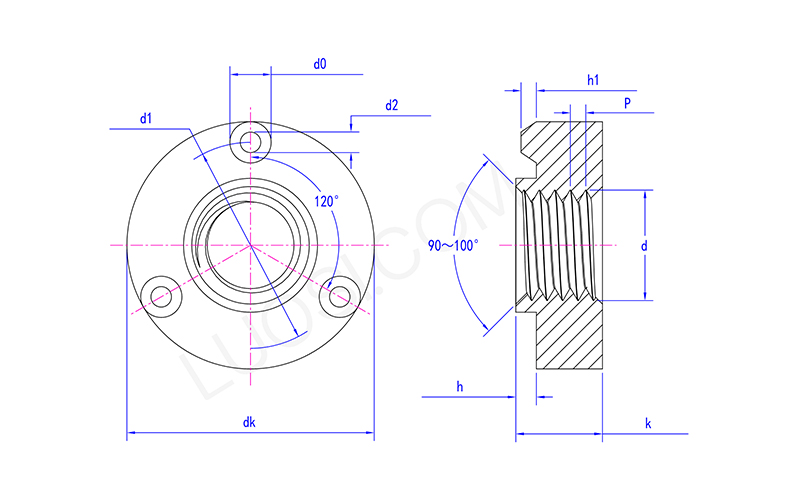
| Po | M4 | M5 | M6 | M8 | M10 | M12 |
| P | 0.7 | 0.8 | 1 | 1.25 | 1.5 | 1.75 |
| d1 max | 10.9 | 11.9 | 13.3 | 17.9 | 19.9 | 22.7 |
| d1 min | 10.5 | 11.5 | 12.9 | 17.5 | 19.5 | 22.3 |
| d0 max | 2.8 | 2.8 | 3.2 | 4.3 | 4.3 | 5 |
| d0 min | 2.5 | 2.5 | 2.9 | 4 | 4 | 4.7 |
| d2 max | 0.95 | 0.95 | 1.5 | 2.1 | 2.1 | 2.5 |
| d2 min | 0.65 | 0.65 | 1.2 | 1.8 | 1.8 | 2.2 |
| dk max | 13.7 | 14.7 | 16.5 | 22.2 | 24.2 | 27.7 |
| dk min | 13.3 | 14.3 | 16.1 | 21.8 | 23.8 | 27.3 |
| h max | 1.35 | 1.35 | 1.55 | 2 | 2 | 2.5 |
| h min | 1.1 | 1.1 | 1.3 | 1.75 | 1.75 | 2.25 |
| h1 max | 0.85 | 0.85 | 1 | 1.5 | 1.5 | 2 |
| h1 min | 0.65 | 0.65 | 0.75 | 1.19 | 1.19 | 1.78 |
| k max | 4.45 | 4.7 | 5.2 | 6.8 | 8.4 | 10.8 |
| k min | 4.15 | 4.4 | 4.9 | 6.44 | 8.04 | 10.37 |
Podrobnosti o produktu Úvod
Pokud potřebujete více kulatých matic Weld, byla by lepší volbou nerezová ocel - nejběžnější typy jsou 304 a 316. Tento typ nerezové oceli vytvoří na povrchu tenkou vrstvu ochranné vrstvy oxidu chromitého, která může účinně zabránit korozi nebo poškození matice při vystavení vodě, chemikáliím nebo drsnému prostředí.
Precizně svařované kulaté matice z nerezové oceli se svými vynikajícími materiálovými vlastnostmi a technologií přesného zpracování se staly základními součástmi ve scénářích, jako jsou závody na zpracování potravin a nápojů, mořské prostředí s vysokým obsahem soli a chemické výrobní dílny. Jsou také nezbytnou volbou ve všech průmyslových prostředích, která mají přísné požadavky na trvanlivost spojovacích prvků, odolnost proti korozi a dlouhodobou stabilitu.
Jak zajistíte kompatibilitu svařování vašich kulatých matic Precision-Engineered Weld?
Naše kulaté matice Precision-Engineered Weld jsou navrženy buď s malým výstupkem, nebo s plnou kruhovou základnou. To poskytuje konzistentní a přesné místo, kde se dotýkají materiálu pro svařování.
Umožňuje pevné, čisté a spolehlivé připojení – ať už používáte bodové svařování nebo jiné metody. Dochází k menšímu rozstřiku a spoj zůstává bezpečný.
Hot Tags: Precision Engineered Weld Kulaté matice, Čína, výrobce, dodavatel, továrna
Související kategorie
Šestihranná matice
Hranatá matice
Šestihranná přírubová matice
Pojistná matice
Krycí matice
Šestihranná drážkovaná matice
Ruční šroub matice
Kulatá matice
Náboje Matice
T-matice
Rákosový ořech
Ostatní ořechy
Odeslat dotaz
Neváhejte a napište svůj dotaz do formuláře níže. Odpovíme vám do 24 hodin.








